广州市名成资讯科技有限公司
联系人:张垂印
手机: 13318857533
邮箱:470267601@qq.com
地址:广州市科学城香山路17号优宝科技园B座6楼
网址: www.mensung.cn
感应加热控制板在石化容器制造中的应用
2.1设备简介
目前在石化容器的制造中被广泛使用的感应加热设备为中频逆变感应加热设备,设备由电源和感应加热电缆组成,电源采用 IGBT 模块设计,并采用 DSP 全数字式精确控制,全空冷结构降低了系统损耗,并彻底消除了来自水系统的故障,完善的限制保护措施使得设备在各种工况下保持连续安全运行;无极性电力电容提高了设备的寿命和安全运行能力;直流侧斩波电路有效提高了设备功率因数、减少输出谐波,因此设备具有可靠性高、效率高、功率因数高的显著特点。
2.2设备应用
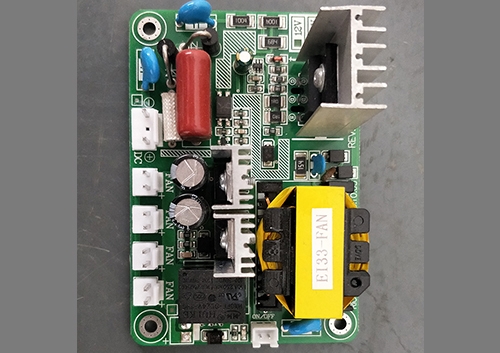
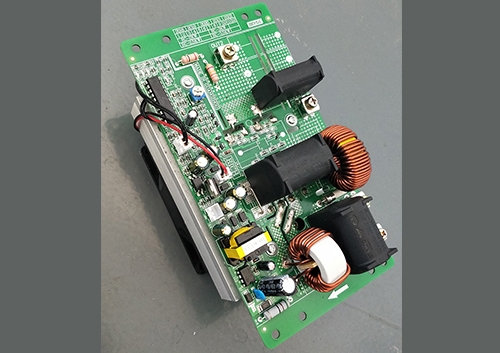
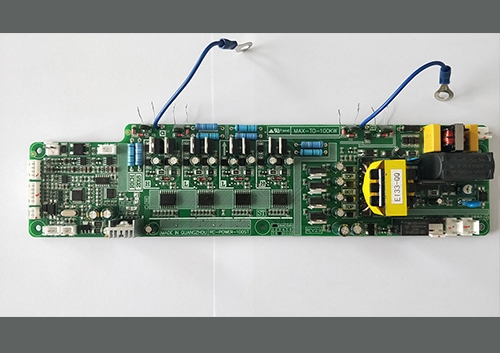
我公司在 2010 年的某容器的制造中使用了中频感应加热设备,电源有 80 kW 和 160 kW 两种,80 kW为单体式的,如图 1 所示,160 kW 为分体式的,如图 2所示。采用 80 kW 设备在规格为 1 800 mm ×80 mm的产品上进行焊前预热加热试验,加热范围为 200 mm宽,加热电缆在筒身外壁布置,在 1 h 内产品内壁加热到 230 ℃,内外壁最大温差在 30 ℃以内,完全满足预热的工艺要求。采用160 kW 设备对筒身规格为 2 100 mm ×100mm 产品环缝进行焊后局部热处理试验,焊缝每侧的加热宽度均为 200 mm,在筒身外壁上下左右布置了 4 支热电偶,在筒身内壁上部位置布置了 1 支热电偶。试验按照如下工艺进行,以180 ℃ /h 升温到400 ℃,以50℃ /h 升温到 470 ~ 500 ℃,在 470 ~ 500 ℃ 保温 1h,以65 ℃ /h 降温到 400 ℃,400 ℃以下自由降温。热处理工艺曲线见图 3。试验过程显示,该设备可以按照工艺要求进行热处理工艺参数的设定,设备操作方便、安全,在壁厚方向上的温差在 30 ℃以内,完全满足热处理工艺的要求。目前,160 KW 中频感应用技术加热设备已经用于我公司大型容器的焊前预热和焊后消氢处理的加热,达到了预期的加热效果。
3经济性分析
中频感应加热从加热效果和工艺的符合性上都具有明显优势,下面以规格为 457 mm × 84 mm 的合金钢管道环缝预热为例,进行经济性分析,见表 1。焊接预热、后热及消氢处理的总成本由人工费用,能源消耗,设备消耗,生产效率等多项费用构成。
计算数据:焊缝每侧加热宽度均为 252 mm,则加热金属重量 W =390 kg,室温 T 1 =20 ℃,加热温度 T 2 =220℃,散热系数 K 取 1. 2。合金钢在 220 ℃的比热容为 C p =0. 52 kJ/(kg·℃),红外线热效率为 60%,所需加热片数量为 4 片;中频感应加热热效率为 90%,需要一根加热电缆;火焰加热热效率为 15%,天然气热值为35 MJ/m 3 。
工件预热所需热量:Q = KW × C p × (T 2 - T 1 ) = 48672 kJ。
红外线加热所需热量:Q 1 = Q/60% =81 120 kJ,所需电量为 22. 5 度。
感应加热所需热量:Q 2 = Q/90% =54 080 kJ,所需电量为 15 度。
火焰加热所需热量:Q 3 = Q/15% = 324 480 kJ,需天然气量为 9. 3 m 3 。
从数据分析来看,中频感应加热节能效果明显,用电量仅是红外线加热的 66. 7%;中频感应加热的使用成本也很低,是红外线加热的 64. 6%,是火焰加热的63. 4%。因此中频感应加热无论从节能降耗还是从制造成本上都具有明显优势。
4结论
(1)在大型石化容器的焊接热处理的加热上,与红外线加热和火焰加热相比,感应加热可以提高加热效率、改善厚壁容器的加热效果。
(2)感应加热的应用可以降低能源消耗,从而降低焊接及热处理生产成本。
1.2.2热传导式加热
在失磁的高温层厚度超过热态的涡流透入深度δ热后,热量基本上是在厚度为δ热的表层中析出。
由于热传导的作用,加热层的厚度将随时间的延长而不断增大。这样零件内部主要依靠热传导方式获得加热,其加热过程及沿截面的温度分布特性与用外热源加热(如在炉内加热或火焰加热)的基本相同。
1.2.3 纵向磁场加热
磁场方向与工件的轴线方向相平行(相同)。
厚件、圆管的加热。
开发的中频感应加热设备主要由逆变器、谐振单元、变压器和感应器组成。其中逆变器是一个交-直-交的变流器,能够将工频交流电变换成为几千至几百千赫兹的中频或高频电流。谐振单元和变压器一端连接逆变器,另一端连接感应器,将高压变成隔离的低压并进行阻抗匹配。工作时,感应器中流过强大的中高频电流,在导体内产生感应电流,因此导体迅速被加热。感应加热电源的谐振频率根据被加热对象和工艺的不同而不同,从一千至几十千赫兹最为常用。
 在线咨询
在线咨询